Moldes
1,0 A1 es excelente para procesar en un molde y obtener copias exactas del original. Es posible utilizar un molde de diferentes materiales como: caucho de silicona, contrachapado de hormigón, PU, poliéster, etc.
Es importante que no se produzcan adherencias entre el molde y el A1. Los cauchos de silicona son muy adecuados para este fin, por lo que también recomendamos trabajar con moldes de caucho de silicona.
Un molde de silicona tiene otras ventajas, como:
- La flexibilidad del molde es muy útil a la hora de desmoldar el objeto A1.
- Dado que A1 no se contrae, sino que tiene una pequeña expansión durante el proceso de reacción entre el Líquido A1 y el Polvo A1, se crea una impresión exacta (detallada) del molde de silicona.
- A1 no afecta a la silicona. Esto permite crear un número infinito de impresiones A1.
Un molde de silicona puede ser menos adecuado para productos dimensionalmente estables. Además, las siliconas de mala calidad (a menudo baratas) con un alto contenido en grasa pueden desprender, lo que a veces es visible en el objeto A1.
Los moldes fabricados con láminas de material, como los moldes de contrachapado epoxi o los moldes de poliéster, funcionan bien en la práctica si van provistos de un agente desmoldeante adecuado. Durante el endurecimiento, A1 se expande ligeramente. Esto puede hacer que A1 se atasque en el molde, especialmente cuando no se autodescarga.
No se recomiendan los moldes fabricados con yeso u otros materiales porosos, a menos que dispongan de un revestimiento totalmente sellado o de un sistema de lavado que impida que la humedad del A1 penetre en el molde. Existe el riesgo de que se produzca una unión (fuerte) entre el molde y el A1 y un debilitamiento del objeto A1.
Cuando se utiliza un agente desmoldeante, puede quedar (poco) agente desmoldeante en el objeto A1 después del desmoldeo. A menudo, estos agentes desmoldeantes se basan en grasa/aceite. Esto puede afectar a la adhesión de incluso capas de acabado como A1 Sealer PLUS, sistema de pintura o una capa adicional A1.
Por ello, aconsejamos limitar al máximo el uso de agentes desmoldeantes o trabajar con materiales para moldes que no se adhieran al A1.
2.0 Sistema de cera.
Recomendamos utilizar un sistema de cera de alta temperatura como agente desmoldeante para sus moldes, ya que hemos descubierto que dan los mejores resultados. Normalmente, los moldes de silicona no necesitan desmoldeante.

laminación en molde
El uso de un molde en combinación con la fibra A1 Triaxial ofrece la posibilidad de fabricar objetos A1 resistentes y ligeros.
3,0 A1 capa superior.
Cuando empezamos a laminar, primero aplicamos una 1ª capa A1, posiblemente espesada con Thix A, a menudo con pigmento, arena, polvo metálico y/u otros materiales para conseguir el aspecto deseado. Antes de empezar a laminar, es importante dejar secar esta capa (1 hora como máximo), para evitar que la fibra A1 Triaxial la atraviese.
Después de aplicar la capa superior o 1ª capa en un molde, ha llegado el momento de seguir aplicando las siguientes capas (reforzadas con tejido de vidrio) A1, cuando la capa superior ya se está secando pero todavía se nota ligeramente húmeda. Este momento se produce inmediatamente después de que haya transcurrido el tiempo establecido de A1 y también depende de la temperatura ambiente, la humedad y el uso de aditivos A1. De esta forma se consigue una buena adherencia entre las distintas capas.
Corta previamente la fibra triaxial A1 a medida y crea una nueva cantidad de A1. Ahora se aplica el A1 sin espesar a la capa superior A1. Ahora puede laminar la fibra A1 Triaxial en él. Cepille de dentro a fuera para evitar que se formen pliegues. No se requiere tiempo de secado intermedio para aplicar varias capas de fibra A1 Triaxial.
Si la capa A1 subyacente está curada, se debe volver a aplicar una fina capa de A1 antes de poder laminar la nueva capa A1 con fibra Triaxial (trabajo húmedo sobre húmedo).
La liberación del molde suele ser posible al cabo de 1 hora. Para los objetos vulnerables, este periodo puede ser más largo.
4.0 Temperatura y humedad.
La temperatura y la humedad afectan al tiempo de fraguado y curado de A1. Para objetos más grandes se puede utilizar el Retardador A1 para prolongar el tiempo de fraguado y así disponer de más tiempo para trabajar en el objeto A1 tranquilamente. Siempre que la temperatura de procesamiento no sea demasiado alta y la humedad del aire no sea demasiado baja, es una buena forma de trabajar.
El uso de A1 Retarder para la aplicación de la capa superior (capa de gelcoat) y en particular cuando se trabaja en moldes, lo desaconsejamos en tiempo caluroso (por encima de 25°C – 30°C), en combinación con baja humedad. En climas cálidos y secos, se formará rápidamente una capa seca en la superficie, incluso antes de que comience el proceso de curado. Parece que empieza el proceso de curado, pero la capa inferior sigue blanda. El riesgo de formación de craquelado en la capa superior y de un curado deficiente es, por tanto, elevado. Además, la adherencia a otras capas A1 será más débil. Si es posible, intente evitar trabajar en condiciones superiores a 25°C. Una alternativa es añadir Acelerador A1, que acortará el tiempo de fraguado de A1.
5.0 Laminar piezas verticales
Cuando apliques A1 a piezas verticales, puede ser útil espesar un poco el A1 con nuestro A1 Thix A. Esto aumentará la viscosidad del A1 y facilitará la aplicación de una capa más gruesa de A1 en las partes verticales del molde.
Cuando se aplica A1 en combinación con nuestro tejido de vidrio no es necesario espesar el A1 ya que el tejido de vidrio le ayudará.


se pueden utilizar diferentes materiales para la fabricación de moldes
6.0 Recomendamos utilizar moldes de silicona.
Las ventajas son que no es necesario ningún agente desmoldeante, ya que la A1 y la silicona no se pegan entre sí. También debido a la flexibilidad de la silicona liberar el objeto A1 del molde de silicona es posible incluso en situaciones en las que la forma del molde es más compleja.
A1 no afecta a la silicona, lo que hace posible la producción de muchos objetos A1 a partir de un solo molde.
7,0 Espuma moldeable (EPS)
es muy fácil y, como tal, un material excelente para utilizar como molde. Por supuesto, puede utilizar el EPS como molde positivo y aplicar el A1 directamente sobre el EPS moldeado.
Sin embargo, cuando se utiliza el EPS como molde (negativo) es necesario aplicar una primera capa de A1 sobre el EPS para cubrir todos los agujeros del EPS. A continuación, recomendamos utilizar un sistema de revestimiento/pintura sobre el A1 seguido de un agente desmoldeante. Ahora el molde de EPS está listo para ser utilizado.
Este método funciona mejor en casos aislados.
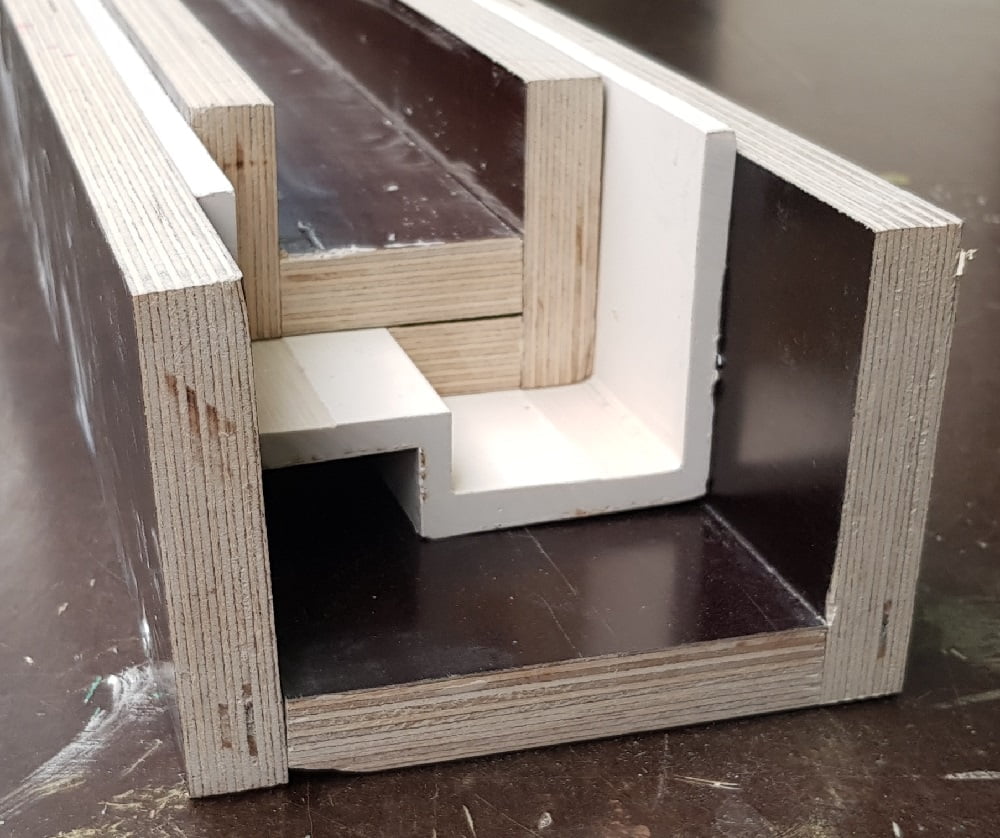
8,0 Contrachapado
es muy eficaz cuando se requieren formas lisas y rectangulares. Una ventaja adicional es el bajo coste del contrachapado en comparación con otros materiales.
Es necesario utilizar un agente antiadherente para evitar que el A1 se pegue al contrachapado.
9.0 Un molde fresado con CNC,
a menudo de pasta compuesta, se utiliza para objetos que necesitan dimensiones exactas y, a menudo, formas complejas.
Una de las ventajas de los moldes fresados con CNC es que todo el proceso de desarrollo puede realizarse en ordenadores.

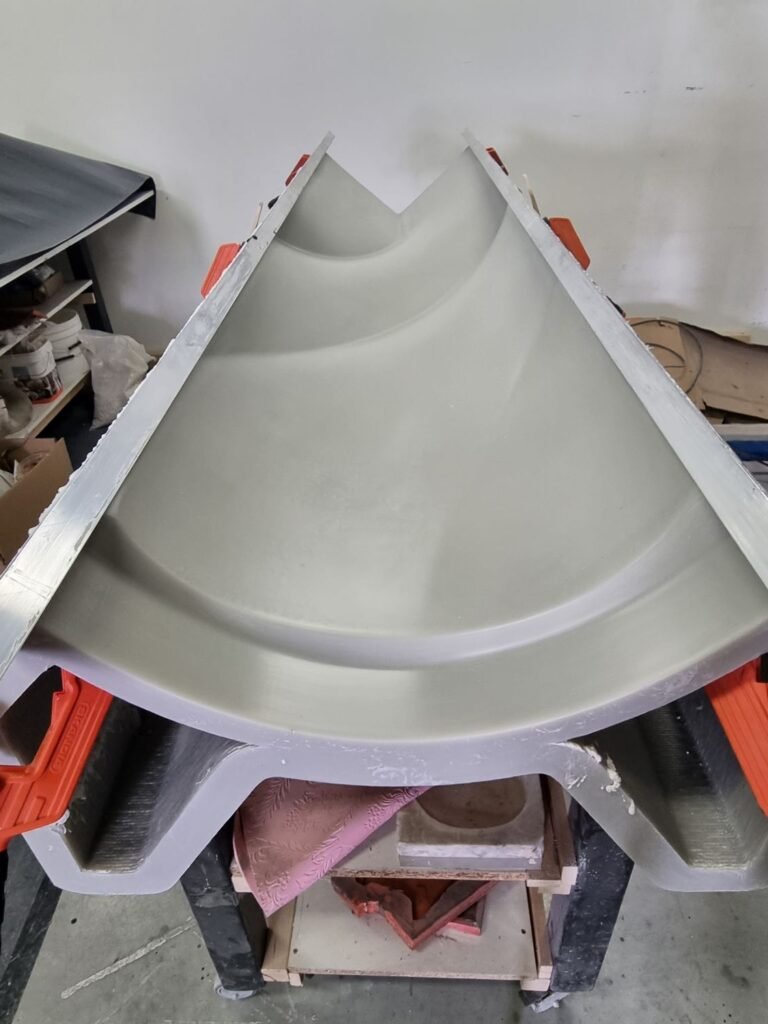
10,0 Moldes de poliéster
suelen ser utilizados por empresas que ya tienen experiencia en la industria de los compuestos. Son muy eficaces por su estabilidad de forma.
Al fabricar piezas de fibra de vidrio en moldes de fibra de vidrio se produce una pequeña contracción de la fibra de vidrio que facilita el desmoldeo.
Cuando se utiliza A1 en moldes de fibra de vidrio, es necesario que el desmoldeo sea fácil, porque el A1 se expandirá un poco durante el curado.
Por tanto, existe el riesgo de que el producto quede apretado en el molde.
Nuestro consejo es utilizar siempre un molde de 2 ó 3 piezas, según el diseño, para que el desmoldeo sea más fácil. En nuestra guía de diseño de la página 20 verás un ejemplo. Los dos extremos del molde pueden desmontarse.
El mejor agente desmoldeante que se puede utilizar es una cera dura, preferiblemente de alta temperatura, que son habituales en la industria del FRP, como la Cera Honey Plus, TR104 o Mirror Glaze 87.
La cera debe aplicarse 2 ó 3 veces cuando se empieza con un molde nuevo. Limpia dentro y fuera. Entonces se aconseja aplicar después de cada desmoldeo una nueva capa de cera.
Si se aplica correctamente, no dejará marcas en el producto A1, pero antes de repintar o aplicar un sellador es mejor desengrasar la superficie utilizando Scotch Brite o una solución de amoniaco con agua. No utilices nunca disolventes como diluyente o acetona.
Después de unos cuantos desmoldes, verás que el molde se vuelve mate (con los moldes brillantes) y puede haber alguna acumulación de cera. Si la acumulación de cera es excesiva, hay que limpiar el molde y volver a aplicar cera.
Espero que te haya quedado claro, si tienes más preguntas, házmelo saber.
11.0 Los moldes impresos en 3D
son el último avance en la fabricación de moldes. Una vez finalizada la impresión 3D, el molde se fresa con CNC y se lija para obtener el acabado liso deseado. Los moldes ya están listos para la producción.
Esto da al desarrollador la libertad de utilizar software sofisticado para desarrollar el objeto que necesita.
Una vez fabricados todos los objetos A1 con el molde impreso en 3D, el material del molde puede triturarse y reutilizarse para un nuevo molde.

12.0 Manchas claras / diferencias de color tras el desmoldeo.
Debido a la evaporación del agua, pueden aparecer manchas, diferencias de color o «marcas de agua» en el producto. Sugerimos desmoldar en las horas siguientes a la finalización de la fundición o laminación del objeto A1. Procure no dejar el objeto A1 en el molde durante toda la noche.
13.0 ¿Se puede aplicar A1 sobre arcilla (húmeda)?
A1 puede aplicarse sobre arcilla (húmeda), pero es de esperar que A1 y la arcilla (húmeda) interactúen entre sí. Esto dará lugar a una unión entre la arcilla y el A1. Una vez curada la A1, puedes lavar la arcilla con agua.
También es de esperar que el objeto A1 tenga (muchas) manchas de color.
14.0 Al liberar la escultura de un molde de escayola, tuve que romper el molde.
A1 tiene una adherencia muy fuerte con muchos materiales y con el yeso en particular. Por este motivo, desaconsejamos encarecidamente el uso de materiales similares al yeso/yeso, ya que el riesgo de que se adhieran entre sí es elevado.
Nuestros clientes nos dijeron que un producto llamado shellac/shellak podría ser eficaz para evitar la adherencia entre el A1 y el molde de escayola. Por favor, haz una prueba antes de utilizar esta posible solución para tu objeto.
15.0 ¿Cómo se unen las distintas partes de A1 de un molde de varias piezas?
En general, puedes utilizar A1 como pegamento para unir las distintas partes. Con el uso de ATP Polvo puede espesar el A1 para cerrar cualquier espacio entre las diferentes partes. Si tiene que ser una conexión muy fuerte, aconsejamos utilizar A1 en combinación con nuestro tejido de vidrio.
El modo de preparar el molde para crear juntas (casi) invisibles queda fuera del alcance de este sitio web, ya que es el oficio del fabricante de moldes.