Moules
1.0 A1 se prête parfaitement à la transformation dans un moule, ce qui permet d’obtenir des copies exactes de l’original. Il est possible d’utiliser un moule de différents matériaux tels que : le caoutchouc de silicone, le contreplaqué pour la formation du béton, le PU, le polyester, etc.
Il est important qu’il n’y ait pas d’adhérence entre le moule et l’A1. Les caoutchoucs de silicone conviennent parfaitement à cet usage et nous recommandons donc de travailler avec des moules en caoutchouc de silicone.
Un moule en silicone présente un certain nombre d’autres avantages, tels que
- La flexibilité du moule est très utile lors du démoulage de l’objet A1.
- Comme A1 ne rétrécit pas mais se dilate légèrement pendant le processus de réaction entre le liquide A1 et la poudre A1, une empreinte exacte (détaillée) du moule en silicone est créée.
- A1 n’affecte pas le silicone. Il est ainsi possible de créer un nombre infini de tirages A1.
Un moule en silicone peut s’avérer moins approprié pour les produits stables sur le plan dimensionnel. En outre, les silicones de mauvaise qualité (souvent bon marché) ayant une teneur élevée en matières grasses peuvent dégager une odeur qui est parfois visible sur l’objet A1.
Les moules en feuilles, tels que les moules en contreplaqué époxy ou les moules en polyester, fonctionnent bien dans la pratique s’ils sont pourvus d’un agent de démoulage approprié. Lors du durcissement, A1 se dilate légèrement. Cela peut entraîner le blocage de l’A1 dans le moule, en particulier lorsqu’il n’est pas autodéchargé.
Les moules en plâtre ou autres matériaux poreux ne sont pas recommandés, à moins qu’ils ne soient dotés d’un revêtement parfaitement étanche ou d’un système de lavage qui empêche l’humidité de l’A1 de pénétrer dans le moule. Il y a un risque de liaison (forte) entre le moule et l’A1 et d’affaiblissement de l’objet A1.
En cas d’utilisation d’un agent de démoulage, il peut rester (en quantité limitée) de l’agent de démoulage sur l’objet A1 après le démoulage. Ces agents de démoulage sont souvent à base de graisse ou d’huile. Cela peut affecter l’adhérence des couches de finition telles que A1 Sealer PLUS, le système de peinture ou une couche supplémentaire de A1.
Il est donc conseillé de limiter autant que possible l’utilisation d’agents de démoulage ou de travailler avec des matériaux de moulage qui n’adhèrent pas à l’A1.
2.0 Système de cire.
Nous recommandons d’utiliser un système de cire à haute température comme agent de démoulage, car nous avons découvert qu’il donne les meilleurs résultats. Les moules en silicone n’ont normalement pas besoin d’agent de démoulage.

laminage dans un moule
L’utilisation d’un moule en combinaison avec la fibre triaxiale A1 permet de fabriquer des objets A1 solides et légers.
3.0 A1 couche supérieure.
Lorsque nous commençons la stratification, nous appliquons d’abord une première couche A1, éventuellement épaissie avec du Thix A, souvent avec du pigment, du sable, de la poudre de métal et/ou d’autres matériaux pour obtenir l’aspect désiré. Avant de commencer la stratification, il est important de laisser sécher cette couche (maximum 1 heure), afin d’éviter que la fibre triaxiale A1 ne passe au travers.
Après avoir appliqué la première couche dans un moule, il est temps de continuer à appliquer les couches suivantes (renforcées de tissu de verre) A1, lorsque la couche supérieure est déjà en train de sécher mais qu’elle est encore légèrement humide. Ce moment se situe immédiatement après l’expiration du temps de réglage de A1 et dépend également de la température ambiante, de l’humidité et de l’utilisation d’additifs A1. Vous obtiendrez ainsi une bonne adhérence entre les différentes couches.
Coupez à l’avance la fibre triaxiale A1 et créez une nouvelle quantité de A1. Vous appliquez maintenant l’A1 non épaissi sur la couche supérieure de l’A1. Vous pouvez maintenant y laminer la fibre triaxiale A1. Brosser de l’intérieur vers l’extérieur pour éviter les plis. Aucun temps de séchage intermédiaire n’est nécessaire pour appliquer plusieurs couches de fibre A1 Triaxial.
Si la couche A1 sous-jacente est durcie, une fine couche d’A1 doit être réappliquée avant que la nouvelle couche A1 puisse être stratifiée avec la fibre triaxiale (travail humide).
Le démoulage est souvent possible au bout d’une heure. Pour les objets vulnérables, cette période peut être plus longue.
4.0 Température et humidité.
La température et l’humidité affectent le temps de prise et le durcissement de l’A1. Pour les objets plus grands, le retardateur A1 peut être utilisé pour prolonger le temps de prise afin d’avoir plus de temps pour travailler tranquillement sur l’objet A1. Si la température de traitement n’est pas trop élevée et si l’humidité de l’air n’est pas trop faible, c’est une bonne méthode de travail.
L’utilisation du Retardateur A1 pour l’application de la couche supérieure (couche de gelcoat) et en particulier lors du travail dans les moules, est déconseillée par temps chaud (plus de 25°C – 30°C), en combinaison avec une faible humidité. Par temps chaud et sec, une couche sèche se forme rapidement à la surface, avant même le début du processus de durcissement. Le processus de durcissement semble commencer mais la sous-couche est encore molle. Le risque de formation de craquelures dans la couche supérieure et de mauvais durcissement est donc élevé. En outre, l’adhésion à d’autres couches A1 sera plus faible. Dans la mesure du possible, essayez d’éviter de travailler dans des conditions supérieures à 25°C. Une autre solution consiste à ajouter l’accélérateur A1, qui raccourcit le temps de prise de l’A1.
5.0 Stratification de pièces verticales
Lorsque vous appliquez de l’A1 sur des parties verticales, il peut être utile d’épaissir un peu l’A1 avec notre Thix A A1. Cela augmentera la viscosité de l’A1 et facilitera l’application d’une couche plus épaisse d’A1 sur les parties verticales du moule.
Lorsque vous appliquez A1 en combinaison avec notre tissu de verre, il n’est pas nécessaire d’épaissir A1 car le tissu de verre y contribue.


différents matériaux peuvent être utilisés pour la fabrication des moules
6.0 Nous recommandons d’utiliser des moules en silicone.
L’avantage est qu’aucun agent de démoulage n’est nécessaire car l’A1 et le silicone ne collent pas l’un à l’autre. Grâce à la flexibilité du silicone, le démoulage de l’objet A1 est également possible dans les cas où la forme est plus complexe.
A1 n’affecte pas le silicone, ce qui permet de produire de nombreux objets A1 à partir d’un seul moule.
7.0 Mousse de formage (EPS)
est très facile et constitue donc un excellent matériau à utiliser comme moule. Bien entendu, vous pouvez utiliser l’EPS comme moule positif et appliquer l’A1 directement sur l’EPS.
Toutefois, si vous utilisez le PSE comme moule (négatif), vous devez appliquer une première couche de A1 sur le PSE afin de couvrir tous les trous dans le PSE. Ensuite, nous recommandons d’utiliser un système de revêtement/peinture sur l’A1 suivi d’un agent de démoulage. Le moule en polystyrène expansé est maintenant prêt à être utilisé.
Cette méthode fonctionne le mieux pour les pièces uniques.
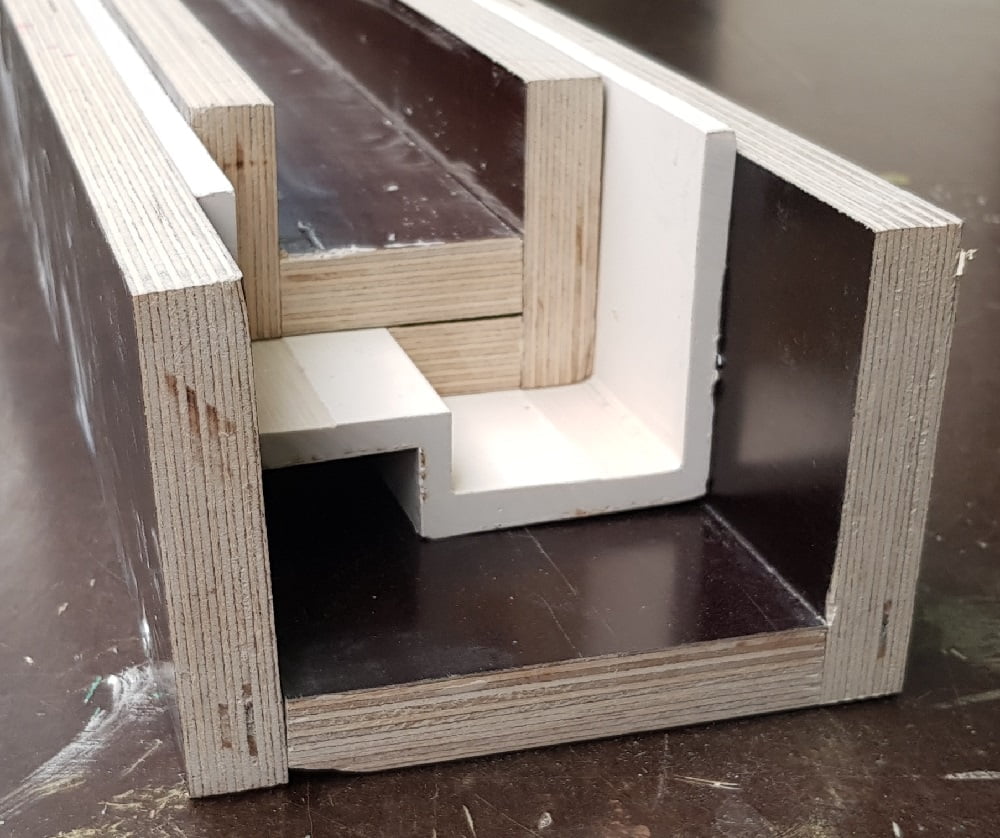
8.0 Contreplaqué
est très efficace lorsque des formes lisses et rectangulaires sont requises. Un autre avantage est le faible coût du contreplaqué par rapport à d’autres matériaux.
L’utilisation d’un agent de démoulage est nécessaire pour éviter que l’A1 ne colle au contreplaqué.
9.0 Un moule fraisé par CNC,
souvent constitué d’une pâte composite est utilisé pour les objets qui nécessitent des dimensions exactes et des formes souvent complexes.
L’un des avantages des moules fraisés par CNC est que l’ensemble du processus de développement peut être réalisé sur ordinateur.

10.0 Moules en polyester
sont souvent utilisés par des entreprises qui ont déjà de l’expérience dans l’industrie des composites. Ils sont très efficaces en raison de la stabilité de la forme.
Lors de la production de pièces en fibre de verre dans des moules en fibre de verre, il y a un léger retrait de la fibre de verre, ce qui facilite le démoulage.
Lorsque vous utilisez l’A1 dans des moules en fibre de verre, le démoulage doit être facile car l’A1 se dilate un peu pendant le durcissement.
Il y a donc un risque de serrer le produit dans le moule.
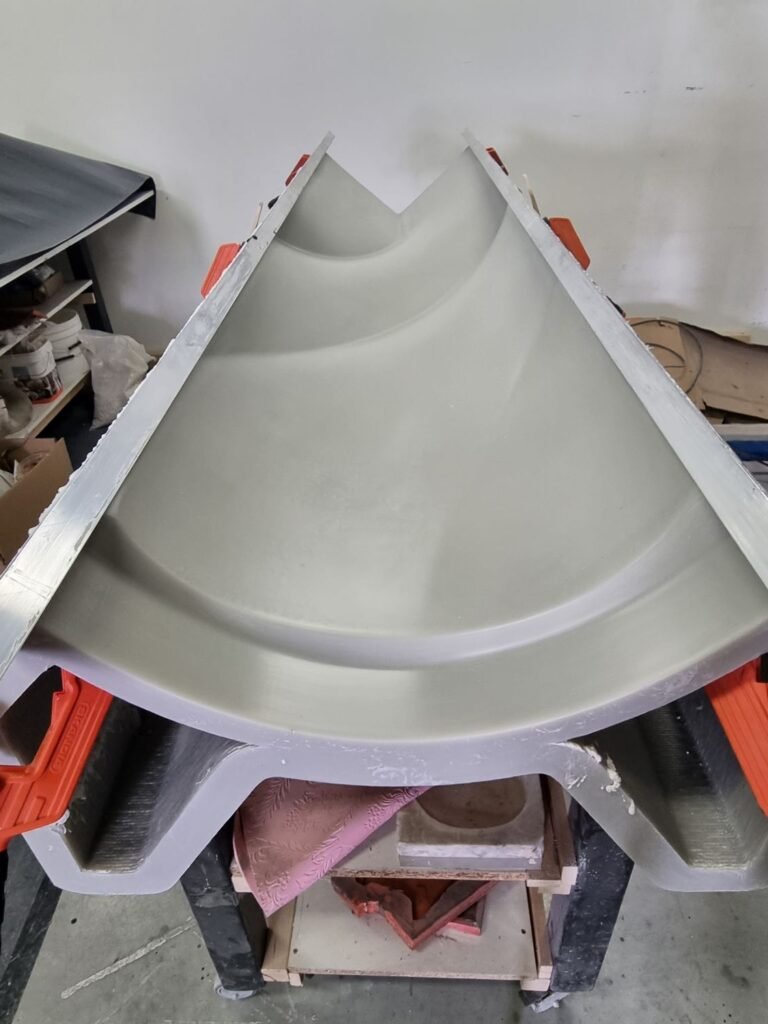
Nous vous conseillons toujours d’utiliser un moule en 2 ou 3 parties, selon le modèle, afin de faciliter le démoulage. Vous trouverez un exemple dans notre guide de conception à la page 20. Les deux extrémités du moule peuvent être retirées.
Le meilleur agent de démoulage à utiliser est une cire dure, de préférence à haute température, qui est courante dans l’industrie du FRP, comme Honey Plus Wax, TR104 ou Mirror Glaze 87.
La cire doit être appliquée 2 ou 3 fois lorsque vous commencez avec un nouveau moule. Essuyez et essuyez. Il est ensuite conseillé d’appliquer une nouvelle couche de cire après chaque démoulage.
S’il est appliqué correctement, il ne laissera pas de traces sur le produit A1, mais avant de repeindre ou d’appliquer un scellant, il est préférable de dégraisser la surface à l’aide de Scotch Brite ou d’une solution d’ammoniaque avec de l’eau. N’utilisez jamais de solvant tel que le diluant ou l’acétone.
Après quelques démoulages, vous constaterez que le moule devient mat (pour les moules brillants) et qu’il peut y avoir une accumulation de cire. Si l’accumulation de cire est trop importante, il faut nettoyer le moule et appliquer à nouveau de la cire.
J’espère que cela est clair pour vous. Si vous avez d’autres questions, n’hésitez pas à m’en faire part.
11.0 Les moules imprimés en 3D
sont le dernier développement en matière de fabrication de moules. Une fois l’impression 3D terminée, le moule est fraisé par CNC et poncé pour obtenir la finition lisse souhaitée. Les moules sont maintenant prêts pour la production.
Le développeur est ainsi libre d’utiliser des logiciels sophistiqués pour développer l’objet dont il a besoin.
Une fois que tous les objets A1 ont été fabriqués à l’aide du moule imprimé en 3D, le matériau du moule peut être déchiqueté et réutilisé pour un nouveau moule.

12.0 Taches claires / différences de couleur après le démoulage.
En raison de l’évaporation de l’eau, des taches légères, des différences de couleur ou des « marques d’eau » peuvent apparaître sur votre produit. Il est conseillé de démouler dans les heures qui suivent la fin du moulage ou de la stratification de l’objet A1. Il faut éviter de laisser l’objet A1 dans le moule toute la nuit.
13.0 Le produit A1 peut-il être appliqué sur de l’argile (humide) ?
A1 peut être appliqué sur de l’argile (humide), mais il faut s’attendre à ce que A1 et l’argile (humide) interagissent l’un avec l’autre. Il en résultera un lien entre l’argile et l’A1. Une fois que l’argile A1 a durci, vous pouvez la laver à l’eau.
Il faut également s’attendre à ce que l’objet A1 présente de (nombreuses) taches de couleur.
14.0 Pour démouler la sculpture, j’ai dû casser le moule en plâtre.
A1 a une très forte adhérence à de nombreux matériaux et au plâtre en particulier. C’est pourquoi il est fortement déconseillé d’utiliser des matériaux similaires au plâtre ou au gypse, car le risque de collage est élevé.
Nos clients nous ont appris qu’un produit appelé shellac/shellak pouvait être efficace pour éviter l’adhérence entre l’A1 et le moule en plâtre. Veuillez tester avant d’utiliser cette solution possible pour votre objet.
15.0 Comment relier entre elles les différentes parties de A1 provenant d’un moule en plusieurs parties ?
En général, vous pouvez utiliser A1 comme colle pour relier les différentes parties entre elles. L’utilisation de la poudre ATP permet d’épaissir l’A1 afin de combler les espaces entre les différentes parties. Si la connexion doit être très solide, nous conseillons d’utiliser A1 en combinaison avec notre tissu de verre.
La préparation de votre moule pour créer des joints (presque) invisibles dépasse le cadre de ce site, car elle relève de l’art du mouliste.